
导读:
半自磨机耐磨衬板在服役期内稳定使用是选矿厂..稳定运行的重要因素。影响半自磨机衬板使用寿命的因素主要分为磨机和矿石的固有属性、磨机运行参数以及耐磨衬板质量等。以某铜矿 φ8.8 m×4.8 m 半自磨机为研究对象,分析认为,钢球填加量偏高、排砾板孔径偏大以及筒体衬板结构不合理是衬板使用寿命短的主要原因。通过优化钢球加入量、格子板排布以及筒体衬板结构,成功将衬板的使用寿命提高至 6 个月以上。
大型半自磨机因其..的破磨效率成为矿业企业..重要的矿石处理设备之一。耐磨衬板是半自磨机的重要部件,其安装于筒体和端盖内部,可以提升矿石和破碎介质,使二者相互摩擦碰撞,从而达到破碎、磨细矿石的目的,同时保护磨机本身免受损害。
半自磨机耐磨衬板在服役期内稳定使用是选矿厂..稳定运行的重要因素。影响半自磨机衬板使用寿命的因素众多,主要可以分为三大类。
(1) 磨机和矿石的固有属性 是指调整范围较小或短期内难以改变的参数,如矿石性质、衬板排数等。
(2) 磨机运行参数 主要由用户依据选矿厂实际生产任务、操作习惯、物资储备等实际情况进行调整,如磨机台效、破碎介质 (通常为钢球) 及填充率、综合填充率等。
(3) 耐磨衬板 对于衬板的结构和材质、制造工艺等,衬板供应商可以根据自身经验进行较大范围优化改进。
笔者以西藏某铜矿 φ8.8 m×4.8 m 半自磨机为研究对象,在..半自磨机产能条件下,通过调整磨机运行参数、优化衬板结构和衬板排布方式等,研究提升半自磨机衬板使用寿命的方法。
铜矿矿石类型为硫化铜矿,矿石性质及 JK 落重试验参数如表1 所列,半自磨机工艺参数如表2 所列。
表1矿石性质
表2 半自磨机工艺参数
A×b 值和 ta 值表征矿石的抗破碎性能,A×b 值和 ta 值越小,表明矿石越难破碎;破碎功指数表征处理 1 m3 矿石所消耗的电能,DWi 值越大,矿石越难被冲击破碎。根据 JK 数据库,对于半自磨机而言,破碎性属于软的范围。邦德球磨功指数表征处理1 t 矿石所消耗的电能,BWi 值越大,表明矿样越难磨细,铜矿矿样在闭路球磨机工艺下的硬度适中。
磨矿工艺流程为 SABC 闭路运行,矿石经破碎机破碎后进入半自磨机,半自磨机排出的顽石经顽石破碎机处理后重新进入半自磨机,符合粒度要求的物料进入球磨机进行细磨。
铜矿矿石较软,入料粉矿多,半自磨机的平均台效达 715 t/h,较额定台效提高 14.4%,矿浆质量分数为 60%。调试期添加 φ100 mm 钢球,运行基本稳定后,按照 0.4~0.5 kg/t 添加 φ120 mm 钢球,即 7~8 t/d。更换衬板时,采用 3D 激光扫描分析技术,测得磨机的钢球填充率为 13.9%,表明日钢球添加量偏高。硫化矿硬度偏低、易破碎,经测算顽石含量低于5%,顽石破碎机未运行,顽石直接返回半自磨机。
半自磨机筒体衬板采用高—低—高排布,高衬板为“丄”形非对称结构,低衬板为“丄”形对称结构,如图1 所示。
图1 衬板结构
由图1 可以看出,高衬板提升面角采用“上大下小”变面角组合方案,提升条有效高度为 215 mm,有效高度为钢球直径的 1.79 倍;低衬板提升面角为30°,提升条总高度为 200 mm。“上大下小”变面角组合方案可以使衬板在运行初期即可快速达到磨机的额定台效,随着衬板的磨损,提升条下半部面角在寿命中后期达到..提升角度范围,延长衬板提升条处于..提升角度的时间。
出料端由 28 块格子板和 4 块排砾板组成,格子板孔径为 30 mm,排砾板孔径为 70 mm,排布方式采用每 7 块格子板中间安装 1 块排砾板,如图2 所示。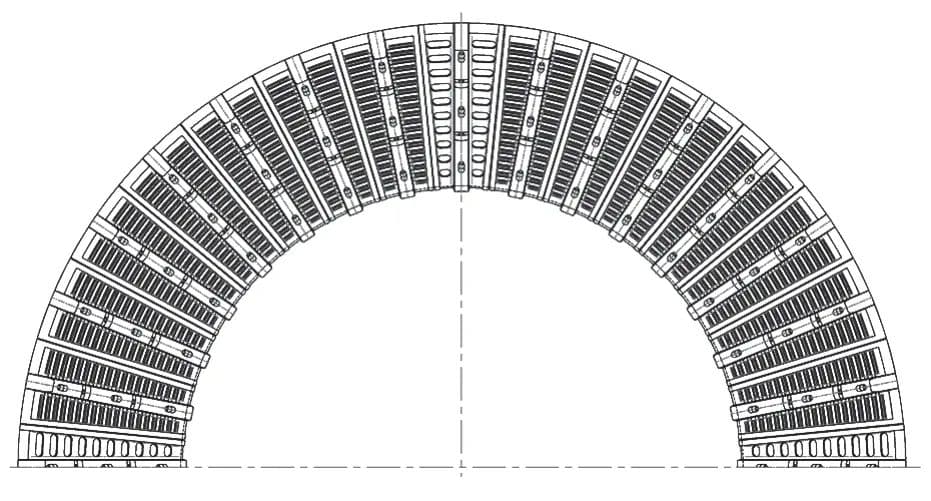
图2 格子板排布方式
运行初期,半自磨机衬板使用寿命为 3~ 4 个月。衬板寿命不足、频繁更换,降低了磨机的运转率,客户急切期望提高衬板使用寿命,使磨机安全、平稳运行。
影响半自磨机衬板使用寿命的因素众多,主要包括磨机和矿石的固有属性、磨机运行参数以及耐磨衬板的质量。该铜矿矿石硬度低、粉矿多,矿石容易破碎,但钢球填充率为 13.9%,相对于低硬度粉矿而言,钢球填充率过高;顽石含量低,出料端采用大孔径排砾板,导致排料过快,靠近出料端盖的料位低,钢球直接冲击衬板的概率增加,导致衬板表面疲劳磨损加剧和衬板寿命降低。
相关研究人员认为,在大型半自磨机上,提升条的有效高度 (衬板总高与底板厚度之差) 至少应为..钢球直径的 2 倍,提升条高度提升可以减弱钢球和物料对底板的冲刷,同时..衬板底板的早期磨损;该矿半自磨机筒体衬板有效高度仅为钢球直径的1.79 倍,低于合理范围。采用 Mill Traj Liner Design Software 衬板设计软件,模拟钢球在筒体内的运行轨迹,预测钢球抛落位置。当抛落点在料堆趾部时,破碎效果..;当抛落点位于趾部以外时,部分钢球将直接冲击衬板。原衬板结构钢球抛落轨迹如图3所示,模拟显示钢球冲击衬板的风险较小。综上所述,钢球填加量偏高、排砾板孔径偏大以及筒体衬板高度偏低是衬板断裂、衬板使用寿命短的重要原因。
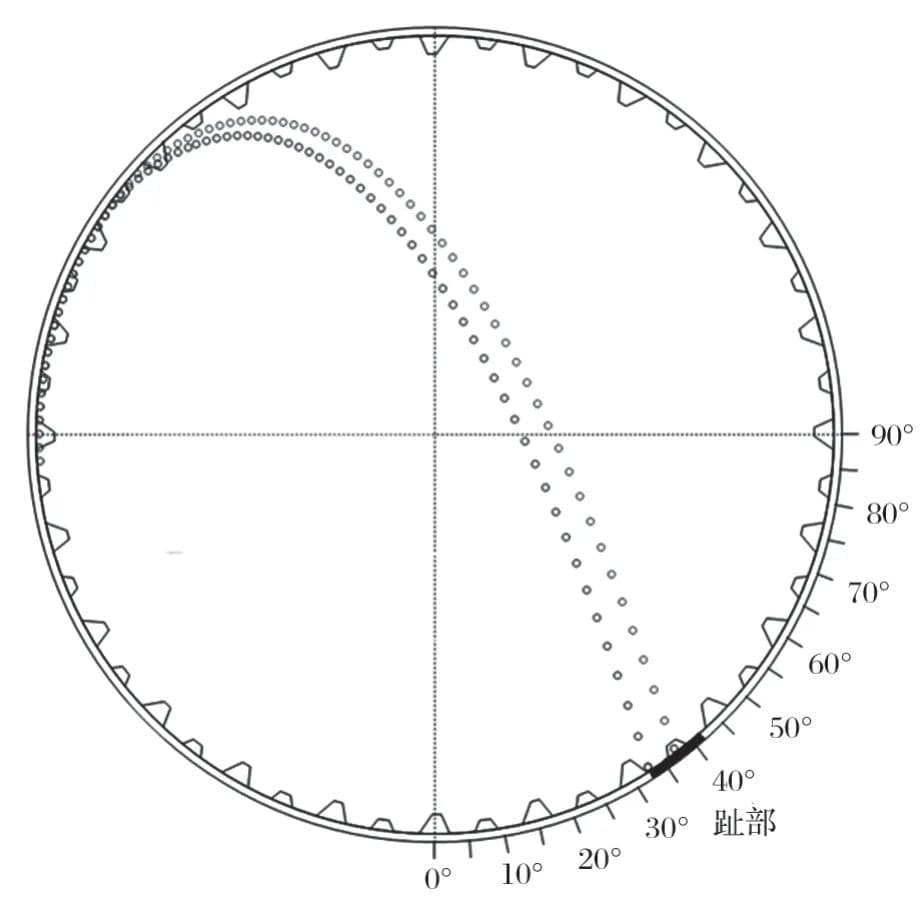
图3 钢球抛落轨迹
磨机规格、矿石性质、衬板结构以及钢球硬度等对钢球的消耗量均有一定程度的影响。通常情况下,半自磨机钢球的消耗量在 0.4~0.7 kg/t。按照 7~8 t/d (0.4~0.7 kg/t) 添加钢球,衬板更换时,钢球填充率达 13.9%。分析认为,在该矿矿石粉矿多、易破碎的工况下,0.4~0.7 kg/t 的添加量偏高。
为了获得合理的钢球添加量数据,测量初始钢球填充率,按照一定质量添加钢球,10 d 后停机检查钢球填充率变化。经过几轮调整,当钢球填充率不发生变化或变化很小时,即可获得合理的钢球添加量数据。..终,该矿钢球添加量被调整为 0.35 kg/t,即 6 t/d。
排砾板主要目的是排除顽石,避免顽石在磨机内富集而降低磨矿效率。该矿顽石含量仅为 5%,由排砾板排出的顽石未经处理直接进入半自磨机。相同开孔面积时,排砾板的排料效率远高于格子板,会造成出料端过度排料、料位偏低的情况。经过分析评估,将 28 块格子板+4 块排砾板调整为 32 块格子板,从而避免过度排料。
衬板结构基于筒体衬板提升条有效高度大于 2 倍钢球直径以及钢球抛落点位置进行优化设计。原衬板结构提升面角及高度条件下,钢球抛落点在趾部。优化方案为:在..衬板质量变化不大的前提下,筒体衬板提料侧面角仍采用“上大下小”变面角组合方案,角度不变,减小非提料侧面角,增加提升条有效高度达到钢球直径的 2 倍以上,如图4 所示。钢球的抛落主要依靠相邻衬板提升条之间的容积,1 m 长的原结构衬板运行一周的有效提料容积为 2.68 m3,优化方案运行一周的有效提料容积为 3.74 m3,钢球的抛落效率明显提高。

图4 优化后的衬板结构
自2022 年 4 月进行衬板寿命提升至今,共使用4 套结构优化的衬板,累计使用寿命均超过 180 d,衬板使用寿命得到了较大提升,且减少了衬板更换频次,提高了磨机运转率。
磨机和矿石的固有属性、磨机的运行参数以及衬板结构等对衬板的使用寿命均有较大影响。基于某铜矿矿石软、易破碎、顽石含量低的特点,分析认为钢球填加量偏高、排砾板孔径偏大以及筒体衬板结构不合理是造成衬板寿命较低的因素。通过降低钢球加入量,去除排砾板、全部使用格子板,提高筒体衬板的提升条有效高度和有效提升容积,成功将半自磨机衬板的使用寿命提升至 6 个月以上。
原创:岳卫国 张磊磊


 当前位置:
当前位置:


