
半自磨机内部钢球的运行轨迹和抛落点受到磨机转速、衬板高度、提升面角等因素影响,部分钢球会直接冲击筒体衬板。半自磨机大型化使衬板的服役条件急剧恶化,对衬板的结构强度、材料强韧性和耐磨性提出了更高的要求。依据大型半自磨机衬板设计经验,结合衬板专业设计软件及三维扫描分析技术,对提升条排数等结构设计基础的原材料。半自磨机作为采矿业重要的破碎和研磨设备,装机量逐年攀升。耐磨衬板是半自磨机的重要部件,主要作用是提升矿物和研磨介质,使其相互摩擦碰撞,从而破碎、磨细矿物,同时保护磨机本身免受矿物和研磨介质的损害。近30 年来,由于磨机设计理论和磨机制造技术不断进步,大型半自磨机得到广泛应用,目前..半自磨机规格已达到 φ13.41 m×7.92 m。随着磨机规格的不断增加,为了进一步提高生产效率、降低矿石处理成本,研磨介质 (主要是各种材质的磨球,以钢球居多) 的尺寸也不断增加,直径由 φ70 mm 增至φ150 mm,质量由 1.41 kg 猛增至 13.87 kg。磨机半径增加导致线速度增加,φ12.2 m 半自磨机中 φ150 mm钢球的冲击力约为 φ5 m 半自磨机中 φ70 mm 钢球冲击力的 24 倍。
由于半自磨机内部钢球的抛落受到磨机转速、衬板高度、提升面角等影响,钢球运行轨迹复杂,有部分钢球会直接冲击筒体衬板。高频次、高能量冲击会导致表面材料疲劳,造成衬板超预期磨损和断裂,这对衬板的结构强度、材料强韧性和耐磨性提出了更高的要求。近年来,半自磨机衬板的材料和制造工艺进步明显,但仍然难以满足半自磨机大型化给耐磨衬板带来的巨大挑战。为了应对这一挑战,须持续提高衬板结构强度并合理选择衬板材料,以抵抗钢球巨大冲击力造成的破坏和衬板的超预期磨损。笔者结合多年来的衬板结构优化设计和生产制造经验,对半自磨机衬板结构设计原则和选材进行系统研究和总结。
1 衬板结构设计
依据提升条在衬板上的位置分布,可以将半自磨机筒体衬板的结构形式分为“丄”形 (“山”形)、“L”形和分体式,如图 1 所示;也有学者依据衬板的整体形状对衬板结构形式进行了细分,如楔形、波形、平凸形等。无论筒体衬板采用何种结构形式,其目的都是提升物料和保护筒体。半自磨机的主要作用是破碎,改进衬板结构的主要目标是增加提升能力、强化破磨效果。衬板结构设计的原则是,既要解决磨机衬板频繁更换带来的低运转率问题,又要在满足产能要求条件下使衬板有足够长的寿命,且容易安装和拆卸。

图1 衬板的结构形式
1.1 筒体衬板提升条数量
为了更加合理地确定筒体衬板提升条数量,国内外众多学者使用离散元法模拟了提升条数量对物料提升以及物料运行轨迹的影响。有学者认为,磨机转速一定时,钢球是否被抛落取决于提升条的数量,数量越多,钢球被抛落次数越多。有学者认为,提升条越多,提升的介质越多,破碎和粉磨的效率越高。
传统设计理论认为,半自磨机筒体衬板提升条数量等于磨机直径数值 (以英尺为单位) 的 2 倍。有学者统计了自 φ8 m 至 φ12 m 的半自磨机筒体衬板提升条数量,结果显示当筒体衬板采用等高方案时,半自磨机直径数值 (以英尺为单位) 与提升条数量之比等于或接近 1∶1。笔者结合半自磨机衬板设计实践认为,当筒体衬板采用高低衬板交替排布时,半自磨机直径数值 (以英尺为单位) 等于或接近提升条数量的1.5 倍较为合理。当衬板提升条数量达到某一临界值时,相邻提升条根部距离小于 2 倍钢球直径,相邻衬板间的容积减小,钢球泻落数量明显增加,大部分物料相互滑动,此时钢球的破碎能力下降,不利于矿石的破碎。基于以上分析,衬板提升条数量应..相邻提升条根部距离大于等于 2 倍钢球直径。
1.2 衬板的提升面角
提升面角的作用是尽可能多地使矿物和钢球之间发生碰撞,减小物料之间的相对滑动。在半自磨机转速一定的情况下,提升面角在一定范围时,磨机的台效达到标准,此时磨机内泻落区范围比例小,磨机的处理能力达到标准。
确定标准初始提升面角,是为了..研磨介质抛落在料堆趾部,避免直接冲击衬板或料堆较厚部位。钢球直接冲击衬板会增加衬板断裂的概率,而冲击料堆较厚部位对矿石的破碎效果较弱。通过计算不同提升面角时钢球在磨机内的运行轨迹和抛落点可以确定提升面角。
随着计算机技术的不断进步,越来越多的离散元分析软件和专业的衬板设计软件被开发出来。Mill Traj Liner Design Software 是一款专业衬板设计软件,通过输入磨机规格、转速、提升条高度、提升面角度、提升条数量等,研究钢球的抛落位置,模拟钢球在筒体内的运行轨迹,辅助和验证衬板提升面角设计,如图 2 所示。

图2 磨机物料轨迹模拟
通常情况下,根据不同的磨机规格和转速,提升面角的范围为 25°~ 35°。由于物料的运动轨迹和格子板的排料作用,出料端钢球和矿料比例高于进料端和中间段筒体,加重了钢球对衬板的冲击和冲刷,对不同部位的筒体衬板可以采用不同的提升面角。例如,进料端、中间段和出料端的衬板可分别采用 31°、32°和 35°的提升面角;非提料侧承担的冲击和磨损较轻,可以采用小角度面角,通常为 5°~ 15°。
半自磨机衬板的整个寿命周期大致要经历 3 个阶段:产能提升期、产能稳定期和产能衰减期。一般情况下,产能稳定期提升条面角大于提升条初始面角,此时磨机内物料的相对运动达到一定值,磨机的处理效率越高;随着衬板的进一步磨损,提升面角越来越大,磨机内物料相对运动越来越弱,产能逐渐衰减,磨机功耗上升。为了解决衬板安装初期产能不足难题,可以采用“上大下小”的变面角方案 (见图 3)。上部提升面角与磨机实际运行的一定提升角度范围接近,能够使衬板在运行初期即可快速达到磨机的额定台效;随着衬板的磨损,提升条下半部面角在寿命中后期达到一定提升角度范围,可以延长衬板提升条处于一定提升角度的时间。
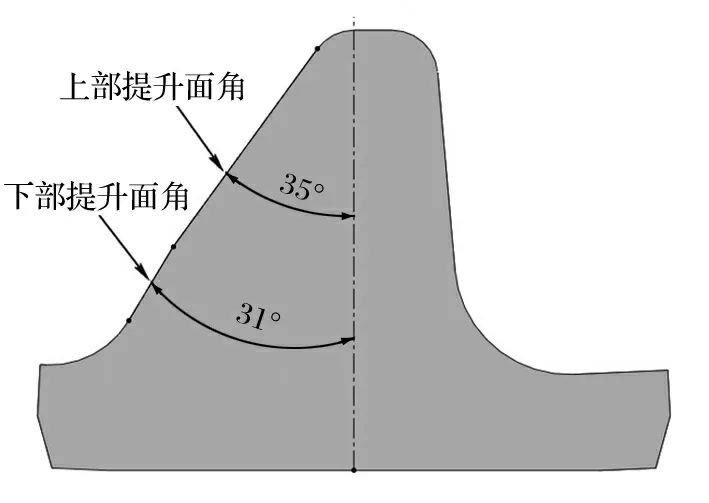
图3 变提升面角设计
1.3 提升条高度
肖贤煌采用离散元法,基于统计力学原理,通过分析半自磨机内部各层级载荷颗粒的运动轨迹和运动状态,发现相近层级下的载荷颗粒具有相似的运动规律,将半自磨机内部载荷划分为提升区、死区、泻落区和抛落区。提升区和抛落区的范围越大,半自磨机的处理能力越强,因此,需要通过调整提升条高度和提升面角的大小,尽可能减小死区和泻落区的范围。
当衬板提升条数量和磨机转速确定时,提升条的高度越高、提升面角越小,钢球和矿料被抛落的距离越远。一般情况下,提升条高度应等于钢球的直径,波谷半径等于或稍大于钢球半径。但随着半自磨机的大型化,由于磨机内部高频次、高能量介质对衬板的强烈冲击和冲刷作用,提升条高度等于或略大于钢球直径已经很难满足矿业企业对衬板高耐磨性、长寿命、寿命期内平稳运行的苛刻要求。据笔者多年设计和制造 φ10 m 以上半自磨机衬板的经验,在..型半自磨机上,提升条的有效高度 (衬板总高与底板厚度之差) 至少为钢球直径的 2 倍以上。同时,增加提升条高度可以减弱钢球和物料对底板的冲刷,..衬板底板的早期磨损。以国内某铜矿φ11.0 m×6.4 m 半自磨机和某铜钼矿 φ10.97 m×7.16 m 半自磨机为例,现在设计的筒体衬板提升条的有效高度分别为钢球直径的 2.2 倍和 2.3 倍。
1.4 提升条高度的轴向分布
由于不同半自磨机中物料进入磨机的落点、钢球充填量和综合充填量等各不相同,筒体衬板的高磨损区域也各不相同。为了避免局部高磨损衬板提前失效,需要对衬板提升条高度在轴向的分布进行调整,增加高磨损区域提升条高度,适当减小低磨损区域提升条高度,在..衬板整体寿命的情况下,实现不同部位衬板的寿命匹配。
研究人员通过三维激光空间扫描技术,建立磨机衬板磨损曲线与时间的关系,对不同部位的衬板使用寿命进行预测,并根据衬板磨损形状,对衬板结构进行优化,同时结合不同部位的选材及硬度、冲击韧性设计,实现寿命匹配。三维激光扫描技术将衬板的磨损状态转化为可编辑点云,以磨机筒体内壁建立三维标准模型,二者进行比对可以获取厚度色谱图和不同部位的准确厚度,如图 4、5 所示。也可以衬板三维初始结构装配图为标准模型与点云对比,能够直观地显示衬板的磨损程度,如图 6 所示。

图4 厚度值色谱显示

图5 不同部位衬板厚度
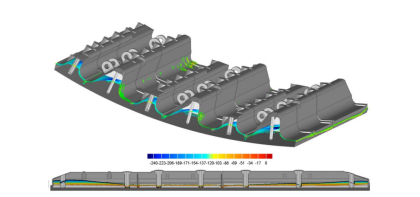
图6 衬板磨损状态与原始结构对比
为了提高衬板寿命,实现不同部位衬板的寿命匹配,依据各部位的剩余厚度,对其提升条高度进行增减,优化设计提升条高度沿轴向的分布,如图 7 所示。

图7 提升条高度沿轴向分布
1.5 筒体衬板的金属量及数据库建设
半自磨机筒体衬板金属量和结构是衬板设计的重要参数,衬板的正常失效都反映为衬板金属量的损失。在选择合适提升条高度、提升面角的前提下,适当增加提升条顶宽,使衬板的有效金属量 (一般为衬板总质量的 70% 左右) 增多,可以进一步提高衬板的使用寿命。
为了便于在衬板结构设计时提供参考依据,建立以单位面积筒体上衬板质量为参数的数据库。数据库的其他参数包括衬板高度、底板厚度、提升面角、提升条顶宽、矿石参数、实际使用寿命或处理矿量等。设计衬板结构时,依据磨机规格、矿石参数和额定处理量等,选取相同或相近规格半自磨机的衬板结构进行参考。
2 半自磨机衬板的选材
半自磨机衬板失效的主要形式有磨损失效、变形失效和断裂失效,半自磨机衬板磨损的主要形式有三体磨损、疲劳磨损和腐蚀磨损。大型半自磨机中,高频次、高能量钢球的冲击使衬板表面形成疲劳层,导致三体磨损和腐蚀磨损加剧。半自磨机衬板的选材,要同时兼顾高耐磨性和高冲击韧性,还要避免材料在冲击下发生严重变形。
2.1 钢铁基耐磨材料
用于半自磨机衬板的钢铁基耐磨材料主要有 4 大类:奥氏体锰钢、马氏体钢、抗磨白口铁和珠光体钢。奥氏体锰钢是半自磨机衬板使用广泛的材料,受到冲击或者接触应力时,奥氏体组织会迅速发生组织转变,形成一定厚的硬化层抵抗磨损,当应力消失,组织又会迅速恢复为奥氏体;但随着半自磨机大型化,高能量冲击使衬板组织内部产生的应力远超奥氏体锰钢形变应力极 限,组织随之发生流变、疲劳,磨损加速,甚至发生断裂,难以满足大型和超大型半自磨机衬板耐磨性强、耐冲击性强、抵抗变形能力强的性能需求。马氏体钢大多通过淬火处理获得,快速冷却使组织迅速发生转变,组织内残余应力很难完全消除,冲击韧性较差。抗磨白口铁组织中块状碳化物含量高,材料硬度高,脆性大,碳化物严重割裂基体组织,高频、高能冲击极 易导致衬板产生裂纹,甚至断裂、脱落。以上材料都很难满足大型半自磨机衬板的高耐磨性、长寿命、寿命期内连续稳定运行的苛刻要求。
珠光体钢是一系列以锰、铬、钼、镍为主要合金元素的耐磨钢的总称,碳含量通常在 0.3%~1.0% 之间,合金元素总含量低于 5%,热处理后组织以珠光体和碳化物为主。可以通过调整碳和合金元素含量,使用不同的热处理工艺满足不同规格磨机对衬板的性能要求,硬度和冲击韧性在很大范围内可调整,硬度范围 300~500 HB,无缺口冲击功10~50 J。
低合金珠光体钢已广泛应用于 φ8 m 以上半自磨机衬板,国内外主要耐磨衬板制造商均采用珠光体钢作为大型半自磨机衬板的主材质,并取得了良好的使用效果。
2.2 橡胶衬板和钢-橡复合衬板
橡胶作为耐磨材料,自 20 世纪 50 年代末就用于矿山耐磨件。1967 年,铜陵有色凤凰山铜矿采用橡胶作为耐磨材料。耐磨橡胶主要采用聚氨酯橡胶,其特点是耐磨性能好,抗腐蚀性强,密度低,质量轻,噪声小,且安装容易。耐磨橡胶可以单独作为衬板材质使用,以碳钢或铸铁作为骨架在模具中灌注耐磨橡胶,主要用于规格较小的半自磨机和球磨机衬板;也可与抗磨白口铸铁、马氏体钢等耐磨材料制成钢-橡复合衬板,在云南某铜矿 φ9.75 m×4.72 m 半自磨机中试用,与耐磨铸钢衬板寿命相当,但有耐磨块脱落的现象。
橡胶衬板和钢-橡复合衬板整体质量仅为钢衬板的 1/3~1/2,具有质量轻、耐冲击、能耗低、工作环境噪声小的特点。但橡胶衬板易变形,而钢-橡复合衬板存在结合不牢固、耐磨块易脱落等缺点,严重制约了这 2 种材料在大型半自磨机衬板上的应用。
3 结论
半自磨机不同部位衬板的磨损程度不同,衬板的使用寿命严重不均。为应对大型半自磨机内高频次、高能量钢球的冲击,延长衬板的使用寿命,使衬板在服役期内连续稳定运行,对大型半自磨机筒体衬板结构设计参数和选材进行系统研究,得出以下结论。
(1) 根据衬板等高或高低交替排布方案,半自磨机直径数值 (以英尺为单位) 与提升条数量之比应为1∶1 或 1.5∶1.0;相邻提升条根部距离应大于等于 2倍钢球直径。
(2) 提升条有效高度应大于等于 2 倍钢球直径。
(3) 提升面角范围为 25°~ 35°,不同部位的衬板可以采用不同的提升面角,同一衬板可以采用变面角设计。
(4) 可以采用专业衬板设计软件和三维激光扫描分析技术,辅助和验证衬板结构设计。
(5) 建立以单位筒体面积上衬板金属量、设计结构、矿石性质和衬板使用寿命或处理矿量为参数的数据库,能够快速、合理地确定衬板设计方案。
(6) 目前大型半自磨机衬板的材质为珠光体钢,橡胶衬板和钢-橡复合衬板也可以在部分半自磨机衬板上应用。
原创 岳建国, 刁晓刚 矿山机械杂志


 当前位置:
当前位置:


